2A12铝板军用雷达散热齿高频钎焊真空度控制标准
在军用雷达制造领域,散热性能直接关系到设备的可靠性与寿命。2A12铝合金因其优异的强度、耐腐蚀性和导热性,成为雷达散热齿的核心材料。高频钎焊作为连接散热齿与基板的关键工艺,其质量受真空度影响显著。本文将系统阐述真空度控制对钎焊接头性能的作用机制,分析现行军用标准的技术要求,并提出优化控制策略。
一、真空度对高频钎焊质量的影响机理
高频钎焊过程中,真空环境主要承担三项关键职能:首先,通过排除氧气、氮气等活性气体,防止铝材表面氧化膜再生,确保钎料对基体的润湿性;其次,控制残余气体分压可调节钎料流动张力,避免出现未焊透或钎料堆积缺陷;最后,低真空环境能加速挥发性杂质逸出,减少气孔率。实验数据表明,当真空度低于5×10⁻²Pa时,2A12铝板接头剪切强度可达母材的85%以上,而真空度劣化至1Pa时,强度会骤降30%。
二、军用标准中的真空度分级要求
参照GJB 548B-2005《电子设备用钎焊技术要求》,军用雷达散热齿钎焊需满足三级真空标准:
1 初级抽真空阶段:腔体压力需在5分钟内降至1×10⁻¹Pa,此阶段重点排除装配间隙中的吸附气体
2 动态平衡阶段:钎焊温度区间(580-610℃)内真空度应稳定在5×10⁻²Pa至1×10⁻²Pa,波动幅度不超过±15%
3 快速冷却阶段:维持1×10⁻¹Pa直至工件温度低于150℃,防止高温氧化
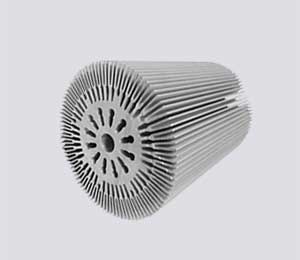
特殊要求注明:对于多齿阵列结构,需在齿槽部位增设局部抽气口,确保死区真空度不超过主腔体的2倍。

三、真空系统关键参数校准方法
1 规管选型:建议采用冷阴极电离规(CCIG)与电容薄膜规(CDG)组合测量,前者负责1×10⁻¹Pa以下高精度检测,后者用于1-1000Pa范围冗余校验
2 泄漏率检测:氦质谱检漏仪测试时,系统总漏率应小于5×10⁻⁹Pa·m³/s,重点检查观察窗、电极引入端等密封薄弱点
3 抽速匹配:根据钎焊炉容积(V)与工艺要求(t),按公式S≥2.3V/t计算所需抽速,通常选用600L/s以上涡轮分子泵组
四、工艺优化案例分析
某型相控阵雷达散热组件试制时,曾出现边缘齿钎着率不足问题。经真空场模拟发现,传统单点抽气导致齿端压力梯度达1.8倍。改进方案包括:
1 采用环形分布的多级扩散泵布局,使腔体压力不均匀度控制在±8%以内
2 在保温阶段引入脉冲式压力调节,以0.5Hz频率在3×10⁻²Pa至8×10⁻²Pa间周期性波动,促进钎料毛细渗透
3 使用氧化镧活化钎剂,将临界润湿真空度门槛从5×10⁻²Pa放宽至2×10⁻¹Pa
实施后产品一次合格率从72%提升至96%,热循环寿命达到GJB 150.5A-2009规定的2000次标准。
五、常见故障诊断与处理
1 真空度波动超标:优先检查机械泵油位及分子泵轴承状态,其次排查水冷系统是否导致腔体热变形
2 钎料飞溅:往往因局部压力骤降引起,可通过分段升压法解决,即在300℃前保持1Pa,后续再抽至高真空
3 焊缝发黑:表明残余碳氢化合物超标,需检查油扩散泵返油率并增设液氮冷阱
随着有源相控阵雷达向高功率密度发展,对散热齿钎焊质量提出更严苛要求。建议后续研究聚焦于:智能真空度自适应控制系统开发,以及低熔点Al-Si-Ge钎料在中等真空(10⁻¹Pa级)下的工艺适配性。现有标准需补充针对复合散热结构的动态压力控制曲线,以适应新一代雷达的制造需求。